 Philosophy
Philosophy Overview
Overview History
History Liquid Cold Plate
Liquid Cold Plate
 Insulator
Insulator Melting titanium metallizing
Melting titanium metallizing Research and Development
Research and Development Brazing Technology
Brazing TechnologyMetallized & Brazed Product
- HOME
- ABOUT
- PRODUCTS
-
-
-
Semi-Customized
-
Full-Customized
-
-
- TECHNOLOGY
- CONTACT
Semi-Customized
Full-Customized

Metallized & Brazed Product
Brazing metallized ceramics and metal, we achieves highly airtight joints (1 × 10-10 Pa · m3 / s or less).
Metallizing is the formation of a metal film on a non-metal surface.
Kovar is often used as the metal to be joined because it has a coefficient of thermal expansion close to that of ceramics,
But, as shown in the table below, it is also possible to join with various metals.
| Product Category | Materials | |
|---|---|---|
| Al2O3 | Kovar | |
| SUS304 | ||
| Ti, Al, Cu | ||
| AIN, Si3N4 | Cu | |
| Sapphire | SUS304, SUS316, Kovar | |
| Be, Diamond | Al, Cu, Ni | |
| Kovar, Mo, W | ||
Semiconductor Industry

Medical Industry
Aerospace Industry

Laboratory and University


Our products manufactured by our "Melting Titanium Metallizing" are used in various industries for many years of reliability and achievement.
Through joining technology, we support the facilities and equipment that from the basis of people's lives in the world.
We verify whether each product has the joining characteristics that satisfy the required performance, such as leak resistance, withstand voltage, insulation resistance, pressure resistance, etc.
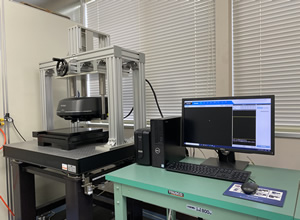
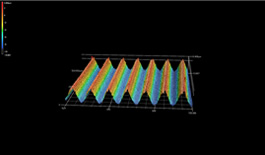
Shape Measurement Laser Microscope
 It is used for high-precision observation of fine shapes.
It is used for high-precision observation of fine shapes.
The fine uneven shape and roughness of the surface are observed on the nano-order, and the measured fine uneven shape is visualized by gradation.
The maximum observation magnification is 2,800 times.

3D Scanner CMM Controller
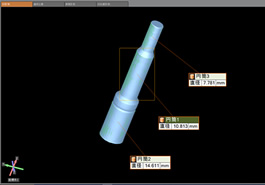 This is an equipment that measures 3D shapes.
This is an equipment that measures 3D shapes.
The measured 3D shape can be visualized by gradation.
In addition, we do a quantitative evaluation of which part and how much the shape difference occurs by comparing it with the 3D CAD diagram.

Image Dimension Measurement System
 It is used for dimensional measurement of incoming inspection and outgoing inspection.
It is used for dimensional measurement of incoming inspection and outgoing inspection.
In addition to dimensions such as circles, lengths, and steps, it is possible to measure geometric tolerances such as parallelism, roundness, squareness, and coaxiality.
And, the process capability index and measurement results are monitored with a trend graph from the measurement history.

X-ray Non-destructive
Inspection Equipment
 This equipment is used for fluoroscopy of joints at high magnification by non-destructive.
This equipment is used for fluoroscopy of joints at high magnification by non-destructive.
We are observing the amount of the brazing material, the voids, the fillet and the internal condition that cannot be confirmed from the outside.

Withstand Voltage Tester
 We inspect the withstand voltage characteristics of our products.
We inspect the withstand voltage characteristics of our products.
It is possible to evaluate the withstand voltage characteristics by the voltage value according to customer's request.
In addition, tests in vacuum environment are also possible.

Helium Leakage Tester
We inspect the airtightness of joints (metallized and brazed parts) or welded joints.
Normally, we do test to evaluate the amount of helium leak with
1 × 10-10 Pa · m3 / sec or less.
It is common sense to carry out a leak test on all ceramics and metal joints.
This means that slight differences in conditions affect product manufacturing. The joining is so delicate and complicated.
When the metal paste reacts with the ceramics to form a metal layer, there is a difference in their coefficient of thermal expansion.
If the coating thickness, coating range, composition, temperature control, etc. of the metallized paste are not suitable, cracks will occur on the surface of the ceramics.
Even if the metal layer can be formed properly, if the adhesion of plating to it, the type and amount of brazing material, and the heat control at the time of joining are not suitable, airtightness will be poor.
If these can be controlled properly, crack-free joining can be created.
Because the joints of ceramics are often covered with metal parts, it is not easy to find cracks.
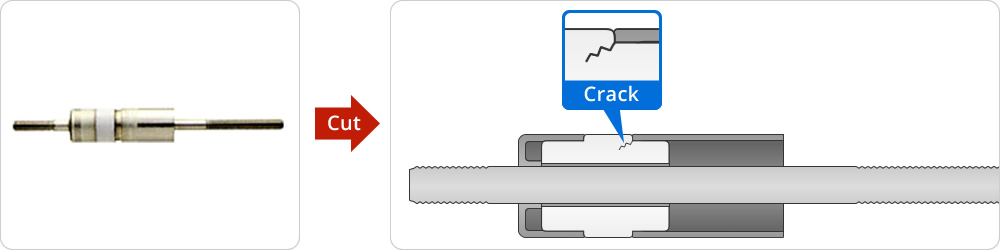
Even internal cracks may extend over the long term, leading to poor airtightness.
Therefore, in order to prevent the occurrence of cracks, we are doing the following efforts.
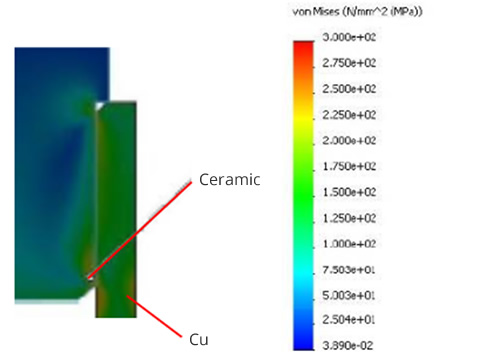
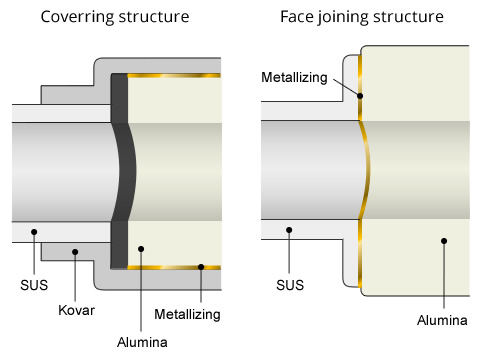
In order to minimize residual stress, we use ANSYS or SOLIDWORKS to design suitable joining structures and also use SEM to analyze the flow of metallized layers and brazing materials.
This is how the following highly difficult joints with significantly different coefficients of thermal expansion are possible.

Aluminum (CTE 7ppm) × Alumina (CTE 26ppm)

Sapphire (CTE 7ppm) × Stainless (CTE 18ppm)
* It may not be possible depending on the shape.
Kawaso Texcel promises to deliver the highest quality products to you based on many years of experience and steady manufacturing process.

![]()
Head Office
1-7-10, Nishi-Honmachi, Nishi-ku, Osaka-City, Osaka, 550-0005 JapanAmerican Office
(Inquiry from North America)
German Office (Inquiry from Europe)
Kawaso Texcel Köln Office



